Foldable Smartphones Are Taking Over: The Future of Mobile Is Here!
From flipping phones to swiping screens, the mobile industry has always been driven by innovation. But now, we’re witnessing a new wave of transformation, the […]
From flipping phones to swiping screens, the mobile industry has always been driven by innovation. But now, we’re witnessing a new wave of transformation, the […]
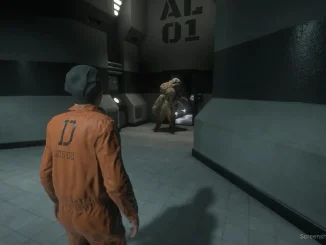
SCP: Secret Laboratory berlatar di fasilitas penelitian bawah tanah yang menyimpan objek berbahaya (SCP). Saat terjadi breach, makhluk eksperimental dan entitas berbahaya meloloskan diri. Pemain, […]
Star Wars: The Old Republic (SWTOR) adalah sebuah permainan daring multipemain masif (MMORPG) yang membawa pemain ke masa ribuan tahun sebelum peristiwa dalam film-film Star […]

Destiny 2 adalah game first-person shooter online yang dikembangkan oleh Bungie. Sebagai sekuel dari Destiny, game ini memperluas semesta fiksi ilmiah yang dipenuhi misteri, perang […]
Arena Breakout: Infinite adalah game first-person shooter ekstraksi di mana pemain masuk ke zona konflik untuk mencari loot, menyelesaikan misi, dan melarikan diri hidup-hidup. Setiap […]
7 Days to Die menempatkan pemain di dunia pasca-kiamat yang penuh kehancuran dan bahaya. Berlatar dalam wilayah fiksi bernama Navezgane, pemain bangkit dari reruntuhan dan […]
Copyright © 2025 |